
With the ever-increasing manufacturing precision requirements of the manufacturing industry, in recent years, a series of explorations have been carried out to further reduce the errors in numerical control machine tools. Research shows that among all error sources in machine tools, the proportion of thermal errors is as high as 60 % to 70 %[ 1 Therefore, the effective identification and modeling of thermal errors in CNC machine tools and the implementation of compensation strategies can greatly improve the machining accuracy.
The research on error compensation model reveals the relationship between machine tool temperature and thermal error from different angles. The commonly used modeling methods are: Least square method fitting modeling [2], Multi-body system theory based comprehensive modeling [3 ], Time series analysis modeling [4], Neural network modeling [5-8], Grey theory modeling [9-10], etc. Among them, neural network and gray model are two kinds of machine thermal errors applied in recent years Compensation model. The thermal error prediction model of the machine tool is a typical and complex nonlinear system with many influencing factors. Therefore, although a single modeling method has achieved some successful applications, it is difficult to generalize to other structural machines and compensate. Accuracy also needs to be further improved.
Based on the analysis of the two models of grey model and neural network theory, combining the characteristics of the two data processing methods, two different grey neural network prediction models with different structures are proposed: Parallel type (Negative Grey Neural Network) and embedding Type (Inlaid GreyNeural Networrk, IGNN). After the mathematical model is established, it is used in the thermal error prediction test of the machine tool under actual working conditions, and compared with the traditional gray model and neural network. The results show that: 2 The results of the gray neural network model predicted by the proposed structure are in line with the expected goals. No matter whether it is prediction accuracy or robustness, the indicators have been greatly improved compared with the traditional model.
1 Model Theory and Analysis
1. 1 GM( 1, N ) Prediction Model Theory
When using the gray model to predict the thermal error of the machine tool, the GM ( 1, N) model needs to be established first using the key measurement point temperature data and thermal error data that have been obtained. ![]() For thermal error sequences,
For thermal error sequences, ![]() Is the temperature sequence of key temperature measurement points, where i= 2, 3,...,N, indicates that the model has selected a total of N - 1 critical temperature measurement points. Their one-time cumulative generation sequence is
Is the temperature sequence of key temperature measurement points, where i= 2, 3,...,N, indicates that the model has selected a total of N - 1 critical temperature measurement points. Their one-time cumulative generation sequence is
Where n is the length of the sequence. ![]() The average of two items in the sequence can generate a sequence:
The average of two items in the sequence can generate a sequence:

This establishes the GM( 1, N ) model:

Where: a is the model development coefficient; bi is the ash effect.
The coefficients a and bi in formula (4) constitute the coefficient vector:
![]()
Column vector consisting of n - 1 thermal error data is
![]()
The thermal error and temperature data after a single accumulation process form a matrix:
Therefore, Equation (4) can be expressed as a matrix equations:
![]()
According to the principle of least squares, the coefficient vector of the model can be found:
![]()
According to the grey theory, the approximate time response of GM( 1, N ) can be expressed as
In the formula: ![]()
Substituting the coefficient vector calculated by equation (6) into equation (7) yields ![]() Sequence, through
Sequence, through
![]()
Once reduction is reduced, the prediction of the thermal error for the GM ( 1, N) model can be obtained.
1. 2 BP neural network prediction model theory
BP neural network is currently the most widely used neural network and has the characteristics of nonlinear mapping. The learning process consists of forward data propagation and backward error propagation. The input layer of BP neural network receives the temperature data of the machine tool. Therefore, The number of selected temperature measurement points determines the number of neural nodes in the input layer, which is set to n. The output of the model is the thermal error prediction value, so the output layer has 1 node. The number of nodes in the hidden layer is often determined based on experience [6 -7] . The transfer function of the output layer is a linear function. The input layer and hidden layer transfer function are Sigmoid type. When training the neural network, the gradient descent method is used to continuously modify the threshold and weight of each neuron until the network output. The accuracy meets the predetermined requirements.
1. 3 Parallel Grey Neural Network
The idea of ​​the PGNN prediction model is: Firstly, the thermal error of the machine tool is predicted separately with GM (1, N) and BP neural network respectively, and then the prediction results are appropriately combined effectively as the actual prediction value. The principle is shown in Figure 1.

The essence of the PGNN model is combined forecasting. The purpose is to make comprehensive use of the information provided by various modeling methods to avoid the lack of information missing from a single model and to improve the overall prediction accuracy. If y (t) is assumed to be the actual measured value at time t, then The linear combination formula can be expressed as
![]()
Where y^(t) is the predicted value of the combined model for y(t);
y^1 (t) and y^2 (t) are the predicted values ​​of grey model and neural network for y (t), and k1 (t) and k2 (t) are the gray model and the weighting coefficient of neural network respectively.
The weighting coefficients k1 (t) and k2 (t) of two single models must meet the following conditions at any time:
K1 (t) + k2 (t) = 1 (10)
Determining k1 (t) and k2 (t) is an important issue related to model prediction accuracy [1] . Taking into account the real-time requirements of thermal error compensation for machine tools, this paper uses a fixed-weight prediction, ie k1 and k2 remain constant at all times, and According to the validity [11] concept to determine its specific value.
Based on the above assumptions, the prediction accuracy of the predictive model at time t can be defined as 
The prediction accuracy sequence of the model is composed of A m( t ), and the mean value and the mean square error of the sequence are
The validity of the predictive model can be defined as
![]()
From equation (14), we can see that the greater the validity of the prediction model S, the higher the prediction accuracy and the more effective the model. The method for obtaining an approximate solution to this approximation is given in [11], but it is very complicated. A simple calculation method with clear physical meaning determines the weighting coefficients k1, k2. Equations (11) to (14) can be used to find the gray model GM( 1,N ) and the neural network validity S1, S 2 , respectively. After normalization, the weight coefficients k1, k2 can be obtained.

1.4 embedded gray neural network
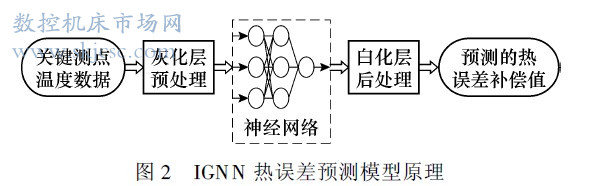
IGNN borrowed grey theory to reform the topology structure of BP neural network, aiming to strengthen the processing power of BP neural network: to speed up calculation speed, increase robustness, and enhance fault tolerance of the model. Figure 2 shows the IGNN structure. Shown in the BP neural network input layer before adding an ash layer, its role is to make the original data in accordance with equations (1), (2) do a cumulative processing, generate a new data sequence, effectively weakening the randomness of the original data. As the cumulative sequence is monotonously increasing, it is beneficial to exert the nonlinear fitting effect of the BP neural network, the learning time of the network will be greatly reduced, the prediction accuracy will be increased, and the convergence speed will be accelerated. A whitening layer is added after the output layer. The role is to perform a reduction and reduction process on the output data of the neural network according to Equation (8), so as to finally obtain the prediction of the thermal error of the machine tool by IGNN.
2 machine tool thermal error measurement test
In this experiment, temperature and thermal error data are collected on a CNC turning center. In the actual machining process, various parts of the machine tool will produce different degrees of temperature changes, some of which have a greater impact on thermal errors, and some have little effect [10]. In order to optimize the testing process and reduce data redundancy, as shown in Figure 3, this test arranges temperature sensors at the four key positions of the machine tool, which are used to measure the machine coolant tank, x-axis nut, machine tool spindle and machine tool bed, respectively. Real-time temperature. Under normal circumstances, the machining accuracy of high-end CNC machine tools will be affected by changes in the ambient temperature, so it is necessary to measure the ambient temperature of the machine tool in real time.

As shown in Fig. 4, two displacement sensors fixed on the bed are used to measure the machining errors in the z and x axes, respectively. Considering the article space, this article only models and describes the thermal errors in the x axis direction. The z axis direction The thermal error can use the same method.
In order to obtain as much as possible the temperature and error data of the machine under various processing conditions, the test measures multiple processes (machine-operation-stop-re-operation-re-stop-reoperation), and performs data acquisition every 5 minutes. A total of 130 data sets were collected, which took 650 min. The resulting temperature and error data are shown in Figures 5 and 6.


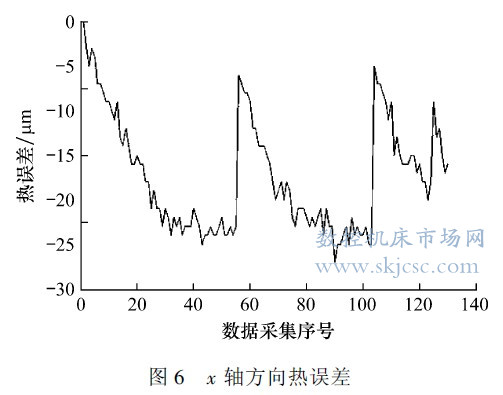
From Figures 5 and 6, it can be seen that when the machine tool starts to run from a cold state, the temperature of each part of the machine tool changes rapidly, and the change rate of thermal error is relatively fast. However, when the machine parts reach the thermal equilibrium state, the thermal error does not continue to increase. It is maintained within a certain range of fluctuations; After a period of shutdown, the temperature of the machine tool decreases, and the thermal error decreases. After the machine tool is again operated, the thermal error gradually increases with the increase of the temperature, and the machine tool then enters the thermal equilibrium state again. Thermal errors fluctuate within a small range.
3 Model establishment and comparative analysis
In order to verify the effectiveness of the PGNN and IGNN models and compare them with the single gray model GM( 1, N) and BP neural network, this paper uses 48 sets of data (56th to 103rd sets) to train different models.
3. 1 GM( 1, N ) Model Establishment
The length of the GM( 1, N ) model is taken as 6, and an equal-dimension rolling training method is used, ie each time one machine tool thermal error is predicted, a new set of data will be added to the model to remove the oldest data and keep the data sequence. Invariant length, re-modeling predicted next value. ![]() Indicates the thermal error value
Indicates the thermal error value ![]() (i= 2, 3, ..., 6) Represent 5 key heat sources: cutting fluid, spindle box, x-axis nut, bed and ambient temperature, add it once and add it to (3) ~ ( 6) Calculate the coefficient vector of the grey model. Finally, the thermal error data of the machine tool predicted by the grey model is obtained by equations (7) and (8).
(i= 2, 3, ..., 6) Represent 5 key heat sources: cutting fluid, spindle box, x-axis nut, bed and ambient temperature, add it once and add it to (3) ~ ( 6) Calculate the coefficient vector of the grey model. Finally, the thermal error data of the machine tool predicted by the grey model is obtained by equations (7) and (8).

3. 2 BP Model Establishment
The topology of the BP neural network prediction model is 5-8-1, that is, the input layer has 5 nodes and receives the temperature data of 5 key heat sources; the hidden layer has 8 nodes; the output layer has 1 node, and the thermal error of the output machine tool is output. Predicted value. Since the input and hidden layers use the Sigmoid function, the value range is [0, 1]. In order to improve the network convergence rate, the temperature data needs to be normalized and converted to [0, 1]. Output layer The linear transfer function is used to set the learning rate to 0.01, and the maximum number of trainings is 12*103. The total learning error is 0. 01.
3. 3 PGNN model establishment
In the combined prediction model of this structure, the structure of the BP neural network is taken as 5-8-1, and the remaining parameters are set as in Section 3.2. The sequence length of the GM( 1, N) is 6 and the same is used for the isometric rolling training. The validity of the BP neural network and GM( 1, N) calculated by (11) ~ (14) is S 1 = 0. 674, S 2 = 0. 527. Therefore, the weighting coefficients of the two single prediction models are The formula (15) can be calculated as k1 = 0. 561, k2 = 0. 439. Substituting it into formula (9) can get the combined forecast result of PGNN. Figure 7 shows the PGNN model modeling calculation flowchart.
3.4 IGNN Model Establishment
The ash layer in front of the BP neural network performs a cumulative pre-smoothing pre-processing of the original data according to equations (1) and (2). The whitening layer after the neural network performs a decrement reduction process on the output data according to equation (8). In the model, the topological structure of the neural network also takes 5-8-1, and the remaining parameters are set to the same as in Section 3.2.
3.5 Model Validation and Comparative Analysis
Through the above calculation process, four different thermal error prediction models are obtained. Next, 55 groups of data (Groups 1 to 55) are used to verify the model. Figure 8 shows the fitting of the actual thermal errors by the four prediction models and Prediction residuals. Among them, the residuals are obtained by performing the difference operation between the actual thermal error and the model prediction results.
From Figure 8 is available:
(1) Whether or not the machine tool reaches the thermal equilibrium state, the grey neural network model of the two structures is superior to the single GM (1, N) and BP neural network model. It means that the combined forecasting model is at least non-inferiority model, and cannot predict the model in advance. When predicting the effect, the use of combination forecasting can improve the prediction accuracy and has a certain practical value.
(2) After selecting and optimizing the weighting coefficient of the PGN N model, the prediction accuracy of the PGN N model can be higher than that of the other three models. The residual mean value and variance are the smallest among the four models, and they are basically distributed around the zero axis.
(3) Compared with traditional BP, IGNN model has more ash layer and whitening layer, which reduces the influence of randomness of data on model prediction accuracy. It can be seen from Fig. 8(b) that due to the influence of sudden change of external environment such as temperature, At the 28th and 40th groups of experimental data, the absolute value of the residual error of the BP neural network is much larger than that of the other points of the same model, but the relative variation of the residual error of the IGNN is smaller, which has the effect of weakening the randomness of the data and reducing noise.
(4) When the machine tool does not reach thermal equilibrium, the temperature of the various components of the machine tool is in a state of constant change, and the resulting thermal distortion is not the same. Traditional neural networks and gray models do not reflect this rapidly changing process. Therefore, there is a big deviation between the forecast results and the actual situation. As the temperature continues to rise, until the machine tool is basically in thermal equilibrium, the prediction accuracy of the two has improved, but there is still a certain gap compared with the combined gray neural network model. In summary, the gray neural network prediction model has high prediction accuracy under any operating conditions, and at least the precision of CNC machining can be increased by about 70%. The specific comparison results are shown in Table 1.

4 Conclusion
The comparison between the experimental results and the model shows that the two combined forecasting models, PGNN and IGNN, combine the advantages of gray theory and BP neural network, effectively avoiding the defects of missing information of a single model, and greatly improving the prediction accuracy of the model. Compared with other models, this paper The model has the advantages of mature algorithm, high precision of modeling, strong robustness, and low requirement on the quantity of original data, and is suitable for the error prediction compensation model in complex machining occasions.
Linear Actuator For Furniture,Electric Linear Actuator,Mini Electric Linear Actuator
Linear Actuator Co., Ltd. , http://www.nslinearactuator.com